# [機製] Turning and Drilling
:::info
此為105-2的修改版
:::
[105-2 Turning and Drilling](https://hackmd.io/s/B14T1nKZZ)
---
# Turning
Turning 就是車工的意思,就是用車床做一堆 __亂七八糟__ 的事。車床可以說是最早的工具機,現在所有工具機們的老老老老木。主要是加工軸對稱的東西。但是在跟電腦還有銑床融合之後就可以變成超級潮的 CNC, 然後就可以做出++更多亂七八糟++的事了。
(車床可以做以下亂七八糟的事)

> 框起來的是有介紹到的。
>> 1. turning : (a)~(d)
>> 2. boring : (h)
>> 3. drilling : (i)
>> 4. threading : (k)
>>> Others:
>>> (e) Facing: 在末端車出平面
>>> (f) Face grooving: 在Facing 平面上,車出同心圓的溝,以塞墊片。
>>> (g) Cutting with form tools : 痾⋯⋯應該看了就懂(?
>>> (l) kurnling (圖片的右下角):製造輥紋(又稱滾花、滾紋、壓花)的方法。(把手上增加摩擦力的部分)<a data-flickr-embed="true" href="https://www.flickr.com/photos/designandtechnologydepartment/5162698378" title="Using the metalwork lathe, turning down, taper turning, drilling, knurling and threading using taps and dies."><img src="https://farm5.staticflickr.com/4013/5162698378_83c10c88e0_b.jpg" width="400" height="300" alt="Using the metalwork lathe, turning down, taper turning, drilling, knurling and threading using taps and dies."></a>
其實還有之前介紹的[spinning](https://hackmd.io/s/ryUw-ktkQ#Spinning) 也是
<br>
> 結果期末有考這個⋯⋯
>> List 10 operation involving(?) lathe
:::info
廣義來說,只要加工時,工件在轉,就是turning。
:::
## 力學分析
雖然說是力分析,不過只是講個概念而已。車床大概就是個圓柱,所以回憶起不堪回首的柱狀座標的話,可以把受到的力分成 3 個分量:

1. $F_{c}$:這個叫 cutting force, 主要就是跟實際的切削有關係,傾向把車刀往下壓,當然工件就會受到反作力往上。
2. $F_{t}$ : 這個叫 Thrust Force, 跟進給的時候需要多大的力有關係。
因為車削的時候,3 個方向都會受到力,所以刀刃的設計就要 3 個方向都考慮到。接下來就看看車刀的構造:
## 車刀構造
車刀的 3 視圖大概長這樣:

<br>
不過這三視圖 87 % 沒人第一眼看得懂。不過我想大概的意思就像這個樣子:
<br>

<br>
不信?你自己看:
<br>

好了。這樣就知道車刀的構造了。不過上面有一堆亂七八糟的角度,所以我們來介紹一下上面這些角度對車削會有什麼影響:

1. side rake angle : 這個角主要跟排屑有關。
2. side relief angle : 這個角比較次要,主要就是影響刀尖的尖銳程度。
3. back rake angle : 也是引導排屑。
4. end relief angle : 也是影響刀尖的尖銳程度。
5. side cutting-edge angle : 這個角會跟刀具的受力方向有關。
* 如果這個角很小 ,那麼刀尖距離底面就會很遠。接觸工件的時候,受到的力矩就會很大,容易斷掉。這時候刀尖壽命就會變短。
* 反之,如果這個角太大,那刀具就不會那麼尖銳,加工效率就會變差。
6. Nose Radius : 有點雞肋,就是控制剛剛那個side cutting-edge angle。不過一樣也不譨太小,不然刀尖很容易就斷掉。
然後這裡有幾句有點雞肋,但是還是要注意的事:
1. 所有的 relief angle 都不能是負的:意思是說不能往前凸,不然就會比刀尖還要前面,然後工件就會打到他(聽起來真的很廢話)。
2. 所有的 rake angle 都是跟排屑有關(當然還會影響刀尖的銳利度)。可以注意到的是 rake angle 可以是負的,像這樣:

主要不同是:
* 正的 rake angle (就是像小蘭頭髮那樣)排屑功能比較好(因為就一個槽在那邊嘛)。
* 負的 rake angle 會有比較好的強度(因為比較厚實嘛)。
## 加工步驟
去翻工廠實習小本本~~~
通常不會一次到位,而是先粗加工幾次,最後接近需要的尺寸的時候再精加工。
## 車床(Lathe)
介紹完車刀,這裡就換介紹車床~~
### 構造

雖然看起拉很複雜,不過大致上分成 4 個部分: 床台(Bed), 刀具溜座(Carriage), 頭座(Head Stock), 尾座(Tail Stock):
1. Bed : 就下面那塊最大的東西啊
2. Carriage : 就是放刀具,可以滑的那塊東西。
3. Headstock : 就是夾住工件的地方。主軸變速箱也在那裡。
4. Endstock : 頂住工件另外一端的那個。
然後就發現講了這麼多還是不知道在幹嘛。所以直接看影片:
{%youtube dj64QvvbGXM %}
(然後我就只打算寫到這裡了。)
(我認真)
(這影片真的很好懂)
(看一遍看不懂就看兩遍)
(我看圖都看不懂影片一看就懂)
(沒唬爛你)
(乖)
### 夾頭
這裡有特別提到的是夾持工件的方法。那個部分叫夾頭(chuck), 根據工件的形狀會有不同的夾法:
1. 3-jaw : 3 爪的夾頭。通常是用來夾圓形。
2. 4-jaw : 4 爪的夾頭。同長用來夾方的工件,或是形狀比較奇怪的工件。
其實也可以很多個 jaw 無限上綱下去,越多 jaw 就可以夾形狀越奇怪的工件。
然後這年頭不用個電好像不夠潮,所以有一種夾頭是自動化,放上去就會自動幫你夾緊的夾頭,叫做 power jaw ,像這樣:
{%youtube n7FMOBtS2ro %}
~~潮到我都以為這是柯博文小時候的樣子了~~
除了用爪夾住之外,有另外一種是用套筒(collet)。但是我不知道套筒是三小,所以我就去查套筒是三小:
{%youtube dCvO_dWv6fc %}
乾原來就是這個啊!不過我印象中是銑床的時候有用到它,車床好像就是無腦的夾上去然後就不管他死活了。
簡單來說就是你有一個像這樣的東西:

這個東西就像鑷子一樣:

由周圍往內施力的話,那四片東西就會夾緊插在中間的東西,像這樣:
{%youtube A3MhVwK6Goc %}
那至於要怎麼施加「由周圍往內」的力呢,很簡單。注意它前面有個往外擴張的錐度,然後你就這樣:

你只要把它往後塞在一個比較小的洞裡,它就會卡在洞口,然後就會夾緊了。
如果還是想不通的話,就想一下你把鑷子尾巴塞在自己的鼻孔裡會發生什麼事就好了(不過可能不會那麼緊實)。
但是塞進去還不夠,還要有東西把他壓好,所以這裡就有幾種不同的壓法。比如說你可以在 collet 上面做螺紋,然後往裡鎖:

這個也就是剛剛那個動畫用的作法。這種有點像是把他往裡面拉住,叫做「pull-in type collet」。另外一個方法是外面用一層東西鎖住。就像這樣:

乾這圖不是跟剛剛一樣嗎?沒錯就是跟剛剛一樣。不過意思一下我還是附一下投影片的圖好了:

那層東西叫做 hood 。就是把鑷子壓進你鼻孔的罪魁禍首。這種叫做 push-out type collet, 應該是因為使用的時候,要先把 collet 往 hood 側推緊, 才可以鎖他,所以叫做 push-out type (上面那個我一直罵幹的影片有示範)。
用套筒的好處就是,剛剛那個幾爪的東西,夾持的點只有幾個點; 但是套筒整個圓周都可以夾,所以相較之下就比較穩固。不過套筒的形狀很固定,就只有那幾種。所以如果不是像正圓或方形這種形狀的話,就不太能用。
### 花盤
如果夾住太困難,阿不會直接鎖一個盤子在工件上歐?

然後你就可以把這個盤子鎖到車床上:

這裡有本來的影片:
{%youtube gT46GLD9ZfU %}
## 種類
一樣是介紹各種奇形怪狀的車床。
### Centre lathe
一般常見的那種。
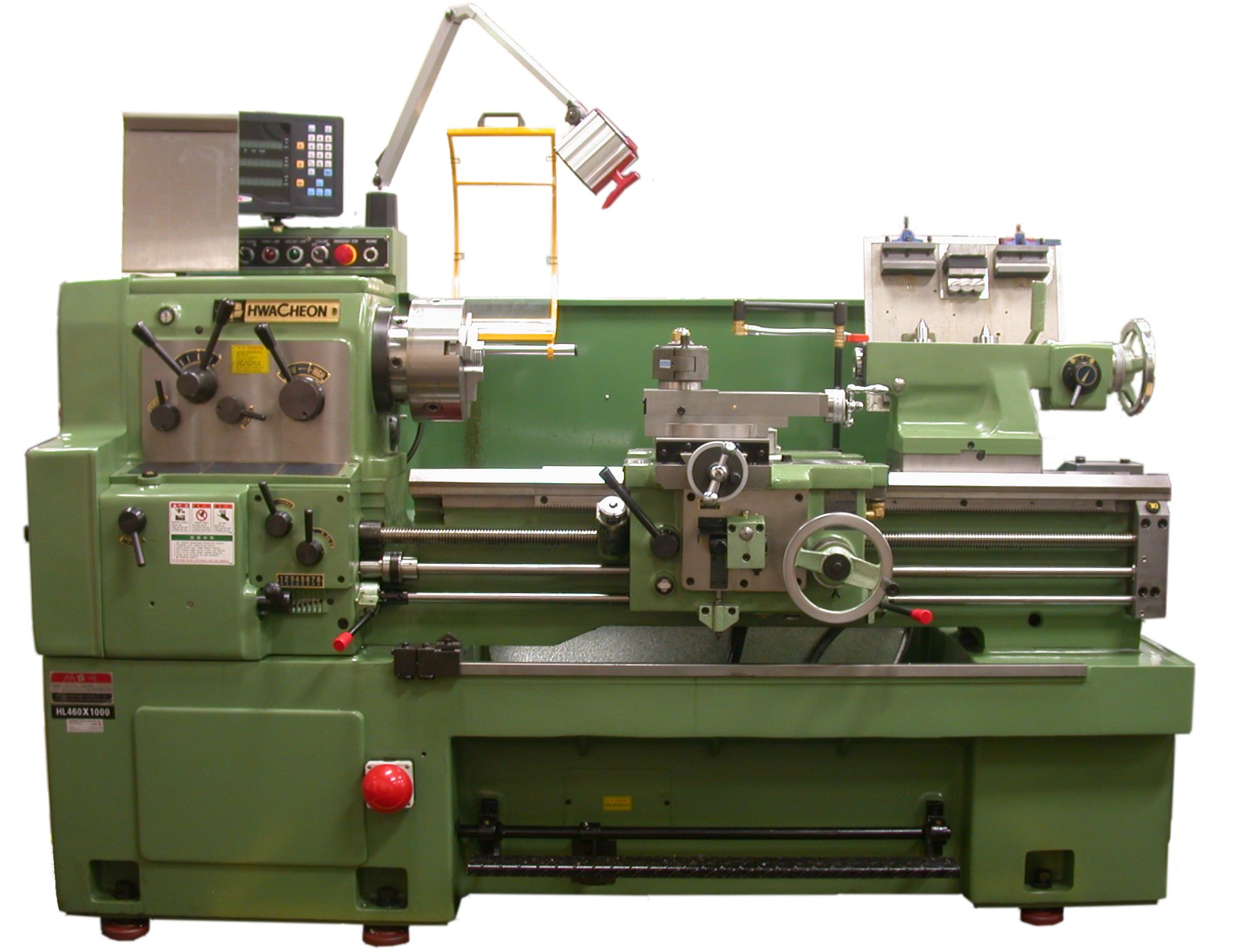
By Glenn McKechnie [GFDL](http://www.gnu.org/copyleft/fdl.html), [CC-BY-SA-3.0](http://creativecommons.org/licenses/by-sa/3.0/), [CC BY-SA 2.5](https://creativecommons.org/licenses/by-sa/2.5), [GFDL](http://www.gnu.org/copyleft/fdl.html) or [CC BY-SA 2.5](https://creativecommons.org/licenses/by-sa/2.5), from Wikimedia Commons
> 因為其主軸是水平放置,所以又名臥式車床
### Bench Lathe
看到 Bench 就把他想成縮小版的東西就是了。就是最陽春版的車床的縮小版。主要是可以放桌上用。

By Kgbo [CC BY-SA 4.0](https://creativecommons.org/licenses/by-sa/4.0), from Wikimedia Commons
### Tracer Lathe
可以依照特定路徑移動的車床。原理有點像這樣:
{%youtube Xz56Q2Q5j5c %}
實際上當然不是用手動的,而是會在上面多架一個專門幫你做這件事的器具,叫做 lathe tracer attachment:
{%youtube EZyMuwG8USU %}
不過這是古早的作法,現在有 CNC 之後就通通交給 CNC 來做了。
### Automatic Lathe
就是讓那台陽春版的車床可以自動化:
{%youtube II51i1JynL8 %}
可以發現只是同一台機器,把人手操縱變成機器在操縱而已。
### Automatic Bar Machine
就是專門拿來對圓棒作加工的一種自動化車床,可以做螺紋或是各種跟圓周有關的切削:
{%youtube XG1E9WVz4xc %}
### Turret Lathe
就是把後那個本來是固定用的 headstock 換成鑽孔機:

所以除了車床的功能之外,現在也可以鑽孔,或是做圓周之類的加工了。
然後因為後面那個放鑽頭的通常都是放六隻,所以就叫做「六角刀座」。這種車床又叫做「六角車床」。
{%youtube sGNWnoT6d0c %}
### CNC
你只要知道他很厲害,可以當車床 + 銑床 + 鑽孔,還可以自己換角度,然後可以自動換刀就好。
{%youtube lcGHtI9Lql4 %}
凡正現在只要說他是電腦控制就好,剩下什麼都不用理她。
至於他可以切出多荒謬的東西這還用我說嗎?
{%youtube 8CSwOebmb0A %}
投影片有說可以切出偏心的東西,這是本來的車床做不到的:
{%youtube FpP7iTKuWpw %}
不過你他媽都切出一隻老鷹了,難道你要跟我說一個凸輪你切不出來?黑人問號.jpg
## 操作
### Screw Threading
就是切出螺紋。切法就是一邊轉一邊把刀移動:

然後如果你擔心一次切不完的話,可以先切一點,再一次一次加深:

這裡有一個示範的影片:
{%youtube usgYuEwe2AU %}
當然你也可以用像螺絲模下去切:

上面這個圖示是說不一樣的螺絲模。螺絲模有直有~~彎~~圓,跟人一樣。
影片像這樣:
{%youtube dlvKD1l2W3U %}
### Boring
把一個孔變大。
搪孔 :question:
> 搪
①抵擋。
②應付、敷衍。
>> 我還是不懂為什摩要這樣翻⋯⋯
這個相對單純,只要把車刀伸進洞裡面就好了:
{%youtube 7wJJzO6GX_M %}
下面這種叫做 horizontal boring。
{%youtube cXL0H4NUn28 %}
跟潛盾機有87%像
{%youtube IW-tBPG9nu4 %}
如果你的工件很大的話,那你可以用 vertical boring

Tapered hole

## Turning-process Capabilities

> The range of surface roughness obtained in various processes. Note the Wide range Within each group, especially in turning and boring.
>> 可看出車床的粗糙程度範圍很大

> Range of dimensional tolerances obtained in various machining processes as a function of workpiece size. Note that there is an order-of-magnitude difference between small and large workpieces.
>> 工件越小,公差就要越小
### Chip Collection Systems
還記得工廠實習時,車床用完要掃地嗎?

# Drilling
鑽孔(drilling)。最主要的目的就是...鑽一個洞(hole making)。
~~⋯⋯你投影片還真會講幹話一定是考試前的幽默。~~
## 刀具

主要長得是這樣。特徵是這是個偏細長的刀具(廢話)。
比較重要的有:
### 刀柄

有兩種,一種是斜的,一種是值的,差異在:
1. 13 mm 以下用直柄。
2. 13 mm 以上用有錐度的柄。
### 鑽槽

鑽槽主要有這幾種變形:
1. 直的 vs. 螺旋:通常加工銅、鋁這種比較軟的金屬會用直的,叫做 straight flute drill。
2. 單槽 vs. 多槽:不過最常見的是兩個槽。兩個槽的螺旋鑽頭又叫做「麻花鑽頭」(就是後面那個 twisted drill)。一個槽的後面就會看到了。
3. 螺旋角:就是上面那個 helix angle。角越大的話,刀越利,排屑越好,但是刀刃越脆弱。
然後還有一個重要的點是鑽槽之間刀刃的厚度。通常會設計成越往鑽柄越厚。因為鑽越深阻力越大,所以會把他加厚來讓刀具不要斷掉。
其實還有超超超超多因素,不過投影片沒有寫所以我就懶得打了。
### 種類
大概有這些:

為了不讓電腦螢幕轉 90 度,所以我把它倒過來:

1. Step Drilling : 叫「梯級鑽頭」,特徵是前面凸出一個直徑比較小的鑽頭,鑽孔的時候會先鑽出半徑比較小的洞,再讓大鑽頭挖。因為前面有一個比較小的洞當作引導功能,所以穩定性可以比較好。
2. Counter Sinking/ Counter Boring : 這兩個是很類似的東西,像這樣:

跟這樣:

countersinking 中文應該叫倒角吧?反正就是不想螺絲的頭凸出工件表面,所以就挖一個洞放他。
然後為什麼上面那個會裂開?上面的圖的註解有說有的材料這樣壓下去,往外撐開的應力會讓材料裂開。
2. Reaming : 絞刀。因為如果要用來挖尺寸很精確,表面粗糙度很好的孔就會用他。通常他的功能是讓一個孔的尺寸更精確,而不是拿他直接去鑽。
> 後面會介紹比較詳細
3. Center Drilling : 通常是鑽大洞之前,先鑽比較小的洞用的東西。
4. Gun Drilling : 通常是直翻叫做「槍管鑽頭」或是「深孔鑽頭」,因為一開始是為了鑽像槍管那種很深的洞做出來的。主要特點是為了排屑與排出切削劑,所以設計成直的,而且只有一個刃。然後中間有可以灌切削劑的管道。

切削液會把切屑一起沖出來。這裡有一個示範:
{%youtube N3vM81HR8dU %}
然後注意因為通常 Gun Drilling 都是鑽一根很長的東西,所以支撐要做好。
有的刀具是前端可以置換的,這種叫做 indexable 三小什麼的:
{%youtube 7PePyXJtaJY %}
#### Spade Drilling
中文叫「鏟刀」。不過如果你去查 spade drill 的話,你大概會查到兩種東西。一種長這樣:

但是另外一種長這樣:

這兩種都是拿來挖超大的洞。不過前面那種是拿來挖金屬的; 後面是拿來挖木頭的。
{%youtube NqG4kq7jnIM %}
#### Trepanning
這個通常是拿來挖直徑幾十幾百公分的洞。挖完之後大概會長這樣:

他的原理是這樣:

有點像圓規的感覺。
這裡有影片:
{%youtube ZoowWkoVxlY %}
#### Reaming
ㄎㄎㄎ 自己往前翻~前面有寫絞孔。
> 後面會介紹比較詳細
#### Tapping
就是攻螺紋的意思。
> 後面會介紹比較詳細
## 鑽床種類
最陽春的就是工廠實習的那種,只能無腦的往下壓。那種叫做
### Verticle Drill Press

就是最陽春版本的鑽床。
### Radial Drill Press
有垂直的當然就有~~水平~~ Radial Drill Press

就是可以沿徑向移動的鑽床。再進化一點的連頭都可以轉:
### Universal Drill Press

這種叫做 universal drill press。
### 自動化潮潮鑽床
也有一次可以插很多把刀接著再跟電腦合體的:

這個好像沒有什麼特別的名稱。不過可以自動化 + 自動換刀,感覺有點潮。
### Gang Drill
最後是一次一排的:

叫做 gang drilling。聽起來很合理。跟我對 gang 這個關鍵字總是有很多人參與的印象差不多。
# Reaming and Reamers
> 某位要報告的還沒來XD
絞刀也有分幾種。最基本款的是實心的,工廠實習用的那種。也有這種中空的:

通常是尺寸比較大才會中空。就叫 shell reamer
然後也有很高級,半徑可以調的:

叫 adjustable reamer.
> 最後一次小考範圍:maching 到這裏。
> 老師規劃要教卻沒教(完)的部分:
> 1. Abrasive Machining and Finishing Operations(Chapter 26)
> 2. Advanced (Nontraditional) Machining Processes(Chapter 27)
> 3. Joining Processes and Equipment
> 4. Fabrication of Microelectronic Devices(Chapter 28)
>> 不過其實有放假,其實好像也不能怪老師XD
# Tapping and Taps
就是切削出內螺紋的工作
還記得工廠實習嗎?

[reference]: http://blog.xuite.net/shong6656/twblog1/141134152-手工螺絲攻作業與規格認識
工廠實習的時候有學螺絲攻有第一攻、第二攻、抵三攻。
不過很不幸的英文裡面這三攻都有自己的名字:

然後第三攻可以用來清盲孔底部。
### 八卦:洞/孔
洞洞有三種(見下方圖片;由左至右):
1. blind hole:盲孔
2. through hole:中文是⋯⋯通孔
3. interrupted : 不重要,沒看過

By Robert Hewitt [CC BY-SA 3.0](https://creativecommons.org/licenses/by-sa/3.0), from Wikimedia Commons
## 機械型螺絲攻
- 通常材料是用高速鋼
- 增加壽命的方法
1. 有效的排屑 (Chip Removal)
2. 潤滑 (Lubrication)
- 相關製程
1. High-Speed Tapping
2. Self-Reversing Tapping :
- 簡單來說就是螺紋攻完後,會有機制讓他反轉彈出
{%youtube jGGV1vd1Hts %}
4. Chipless Tapping
- 就是不用切削的方式,攻出螺紋:壓/推 周圍材料
- 優點:比較堅固的螺紋、工具壽命較長

- 看到這裡你有沒有想過:有可能鑽完孔直接攻螺紋呢?
有人就設計出這種東西:「Drapping」

- 能同時鑽很多孔嗎?
這種叫做 「Multiple Spindle Tap」

{%youtube UENWFGkKjpI %}
實際的例子
{%youtube -B90DB790tQ %}
---
- 再來回顧一下之前學過超多用來做螺紋的東西:
1. Thread Rolling
2. Lathe
3. Tapping
4. CNC
5. Automatic Screw Maching
...
...不就做個螺絲嗎?幹嘛把人生搞得那麼困難呢?
 Sign in with Wallet
Connect another wallet
Sign in with Wallet
Connect another wallet